Diフイルム研磨作製比較結果
Diフイルム研磨作製比較結果 1
A社 Diフィルム使用の場合

3M社 Diフィルム使用の場合
目的:面だし
研磨紙:耐水#800
研磨水:水道水
研磨SPEED:100rpm
荷重:75g
目的:研磨条痕の削減
研磨紙:ダイヤフイルム 9μ
研磨水:水道水
研磨SPEED:100rpm
荷重:50g
研磨時間:1分
目的:研磨条痕の削減
研磨紙:ダイヤフイルム 2μ
研磨水:水道水
研磨SPEED:100rpm
荷重:50g
研磨時間:1分
目的:研磨条痕の削減
研磨紙:ダイヤフイルム 0.5μ
研磨水:水道水
研磨SPEED:100rpm
荷重:50g
研磨時間:1分
Diフイルム研磨作製比較結果 2
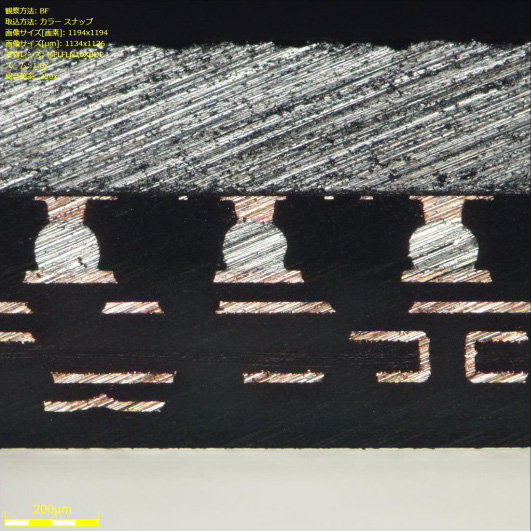
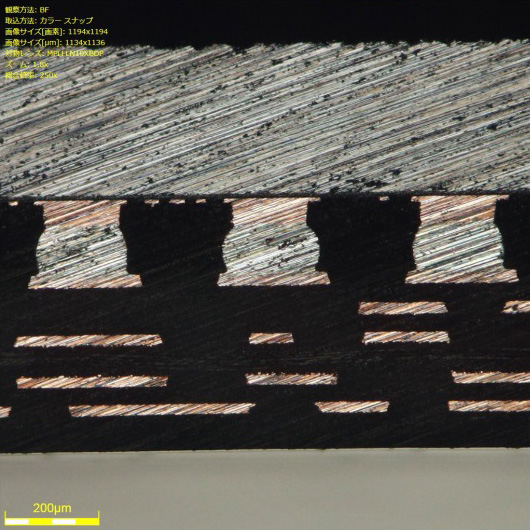
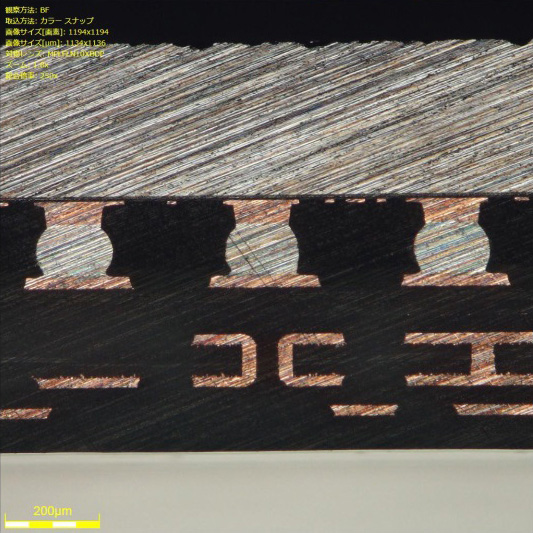
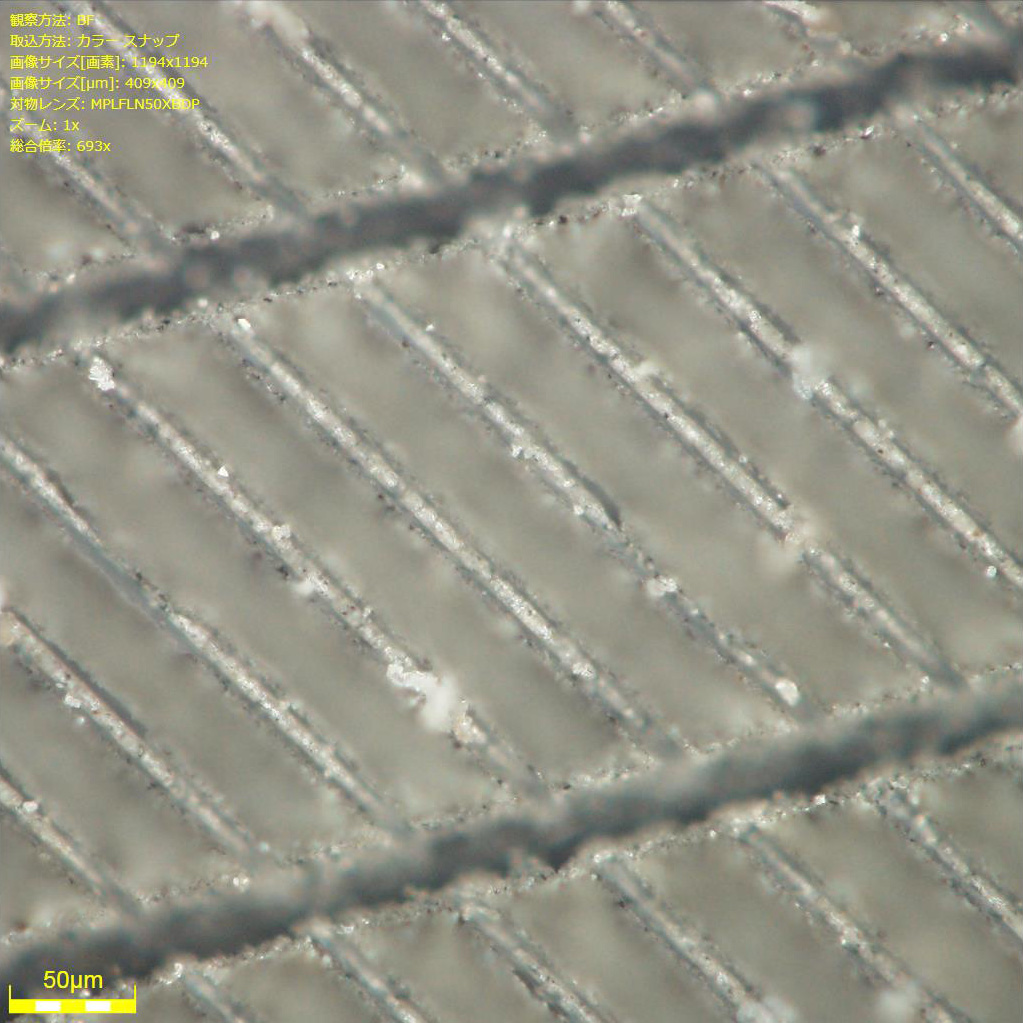
A社 Diフィルム使用の場合
<砥粒の突き刺さりが多い>
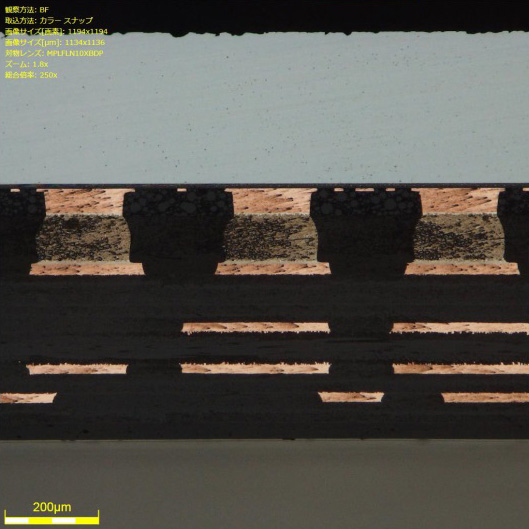
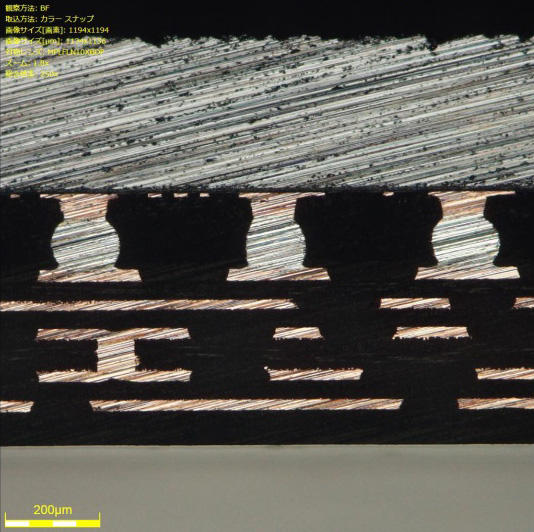
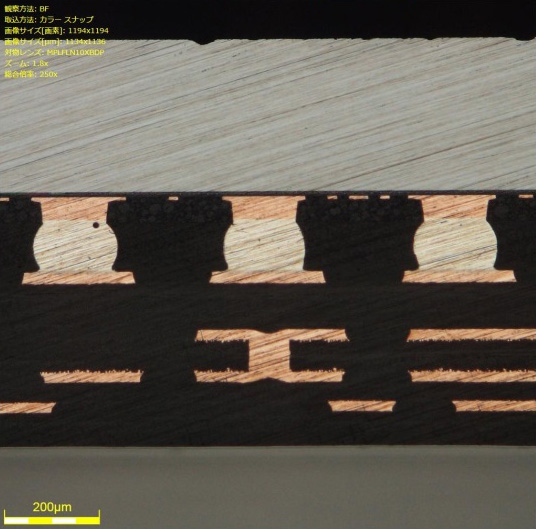
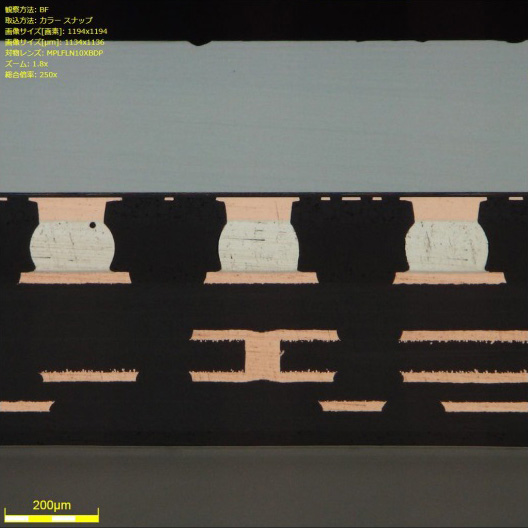
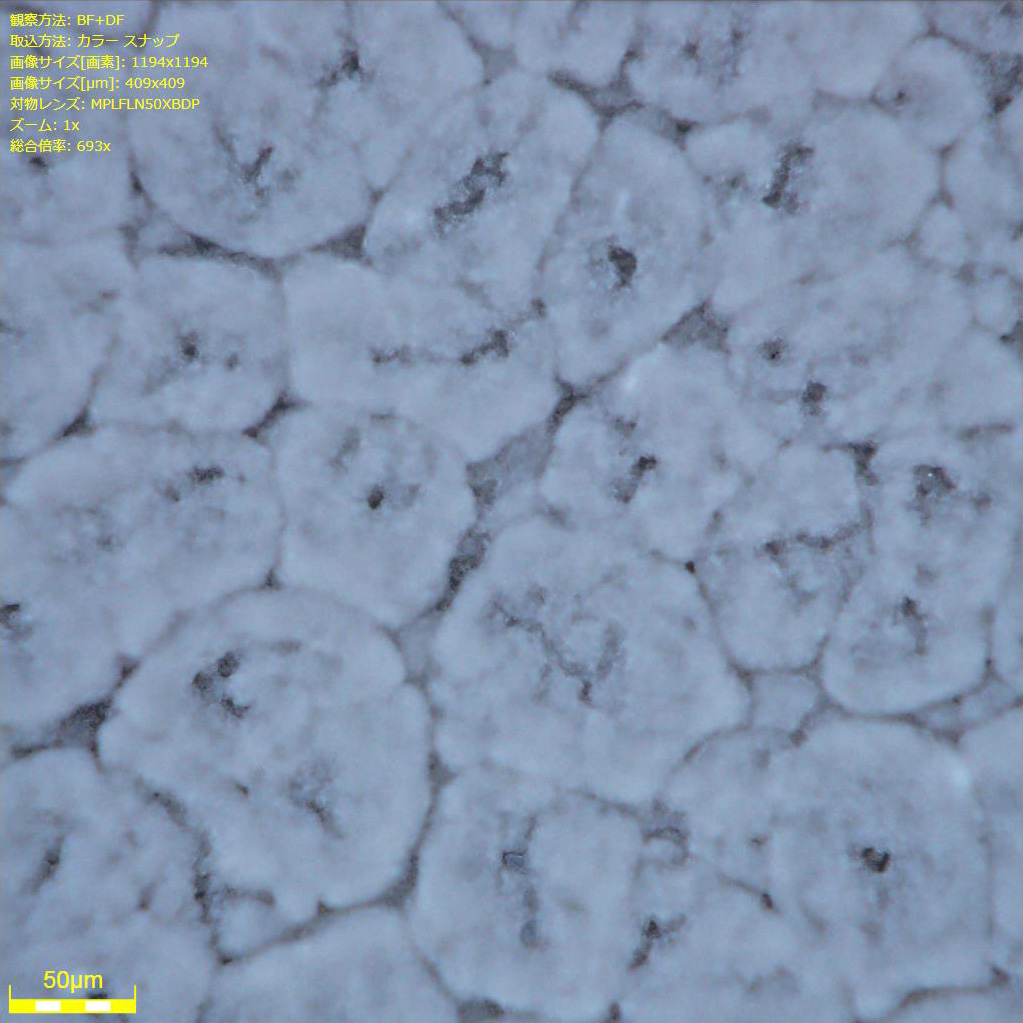
3M社 Diフィルム使用の場合
<ほとんど砥粒の突き刺さりが見られない>
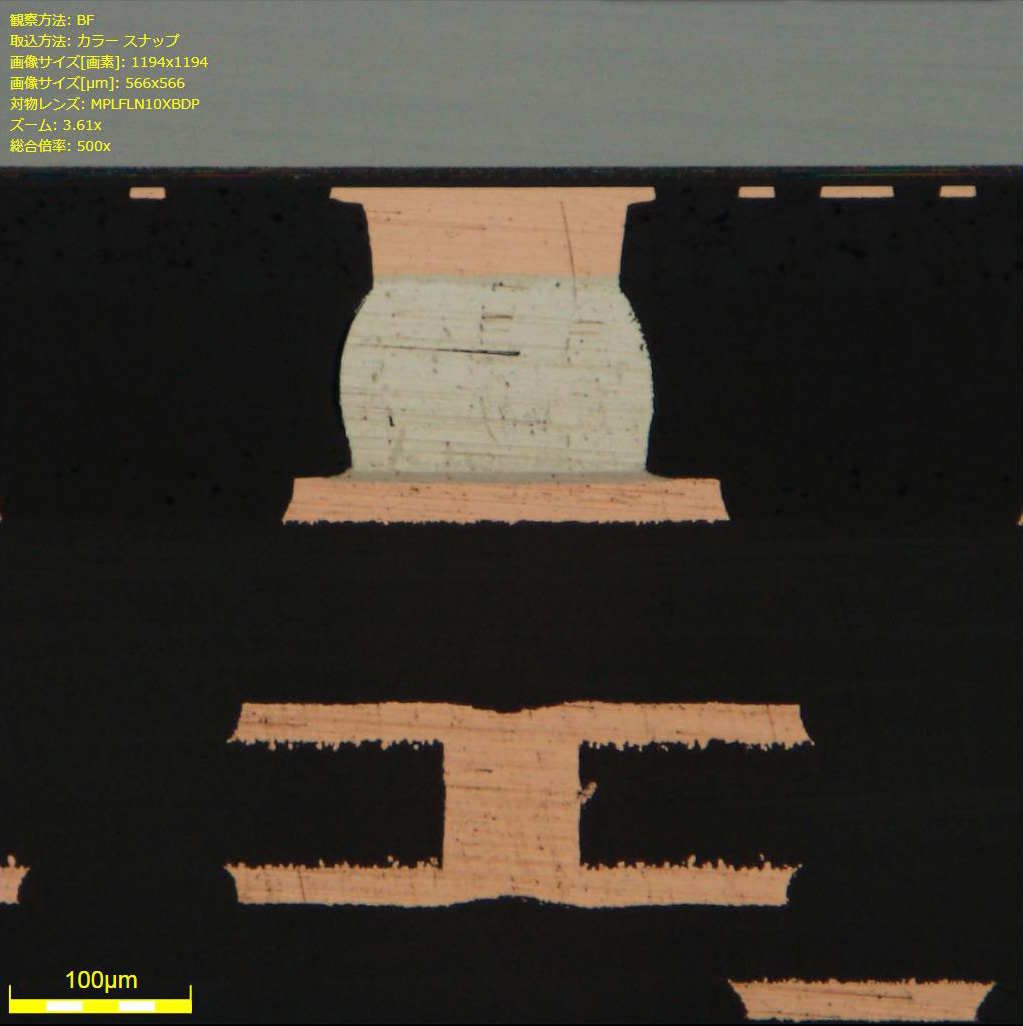
Diフイルム研磨作製比較結果 3
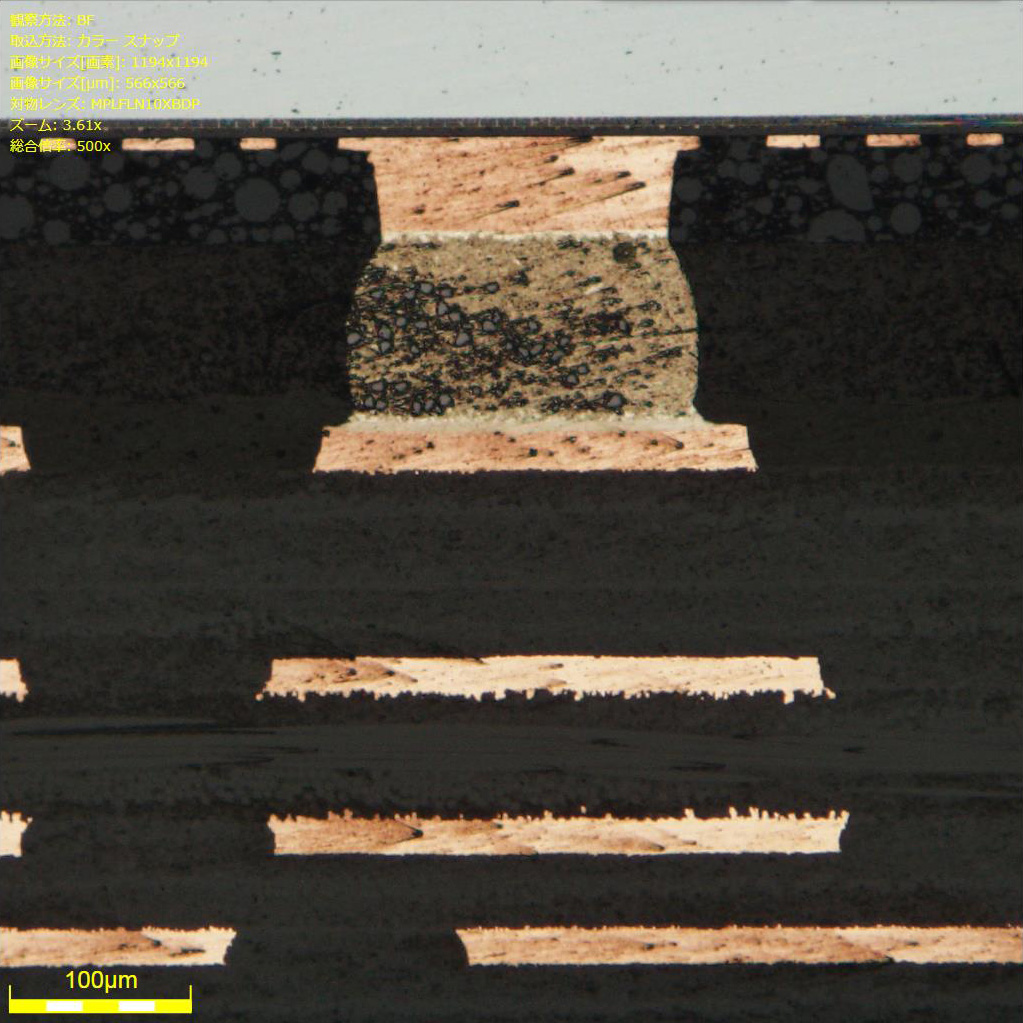
A社 Diフィルム使用の場合

半田ボールに刺さっている大きな「砥粒」サイズは≒8μなので、「ダイヤフイルム-9μ」から抜けたものが、突き刺さっている事が考えられる。
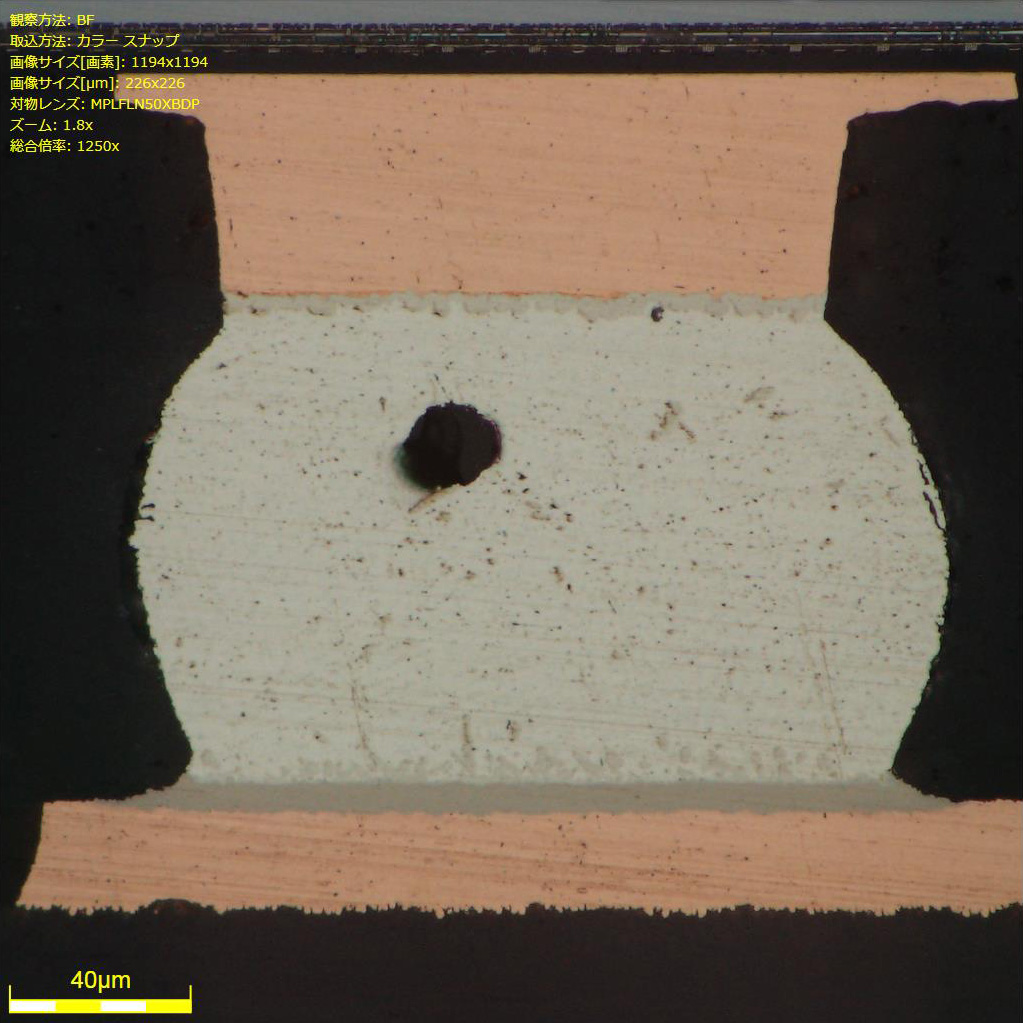
3M社 Diフィルム使用の場合
3Mダイヤフィルム-M社製比較
A社 Diフィルム使用の場合
3M社 Diフィルム使用の場合
トライザクトフィルムでは、荷重をおおよそ800g/㎠以上掛けていただくような製品設計をしておりますが(ダイヤ露出を促すため)、 今回の実験ではそれよりも低い領域でも良好な結果となったことは少々驚きでございました。
ダイヤ刺さりの少なさは、フィルム表面の立体構造体が有効に働いたものと思います。

コメントを投稿するにはログインしてください。