“包埋レス”が試料研磨の時間と工数を変える
こんにちは。
精密試料研磨機「IS-POLISHER」を製造・販売している池上精機です。
いつもメルマガをご覧いただき、誠にありがとうございます。
IS-POLISHERでは、独自のホルダ機構により、試料を直接ホールドすることが可能です。
これにより、従来必要だった「包埋処理」を省略することができ、大幅な時間短縮につながります。
では実際に、包埋あり/なしでどれほどの差が生まれるのでしょうか?
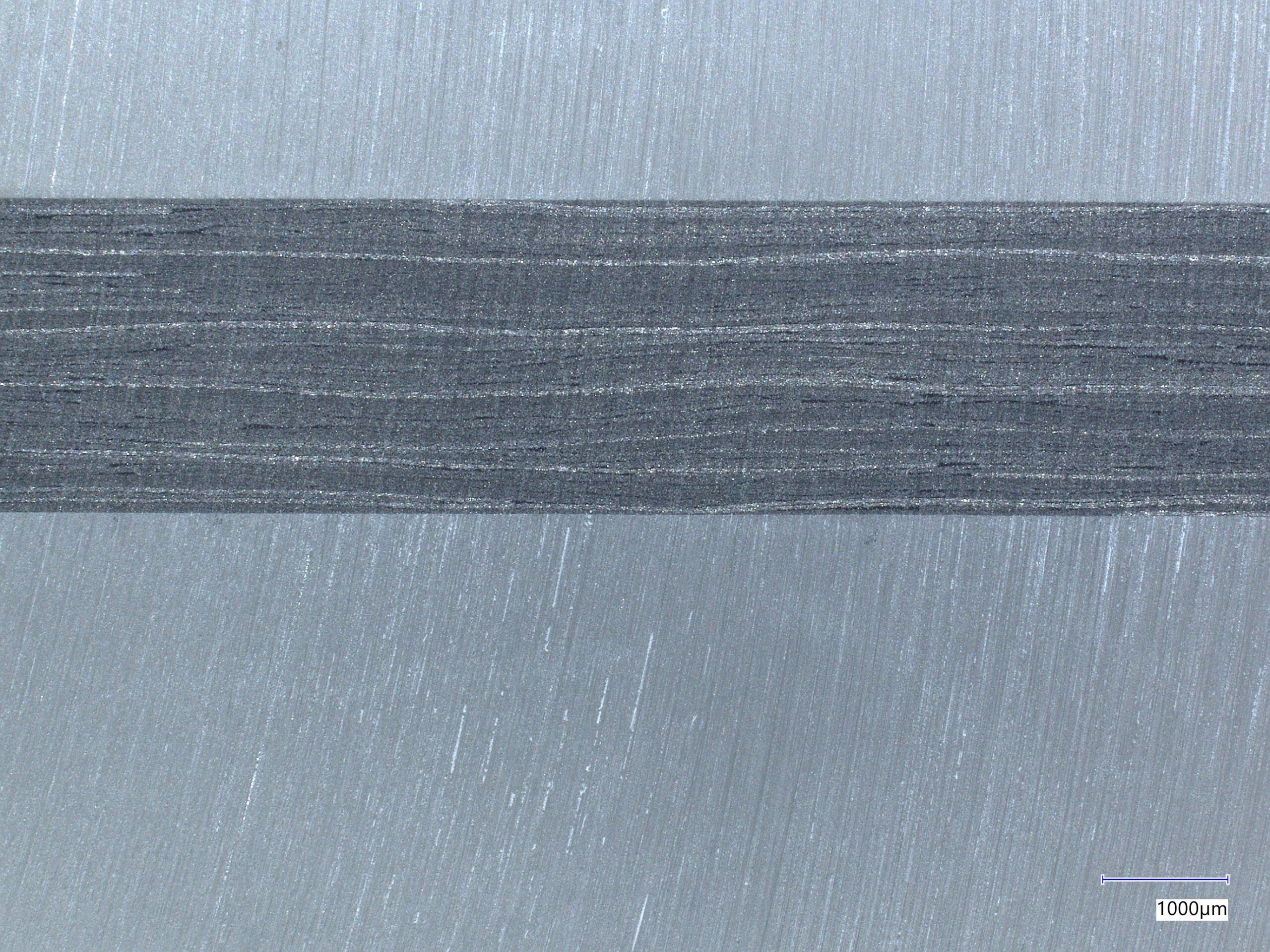
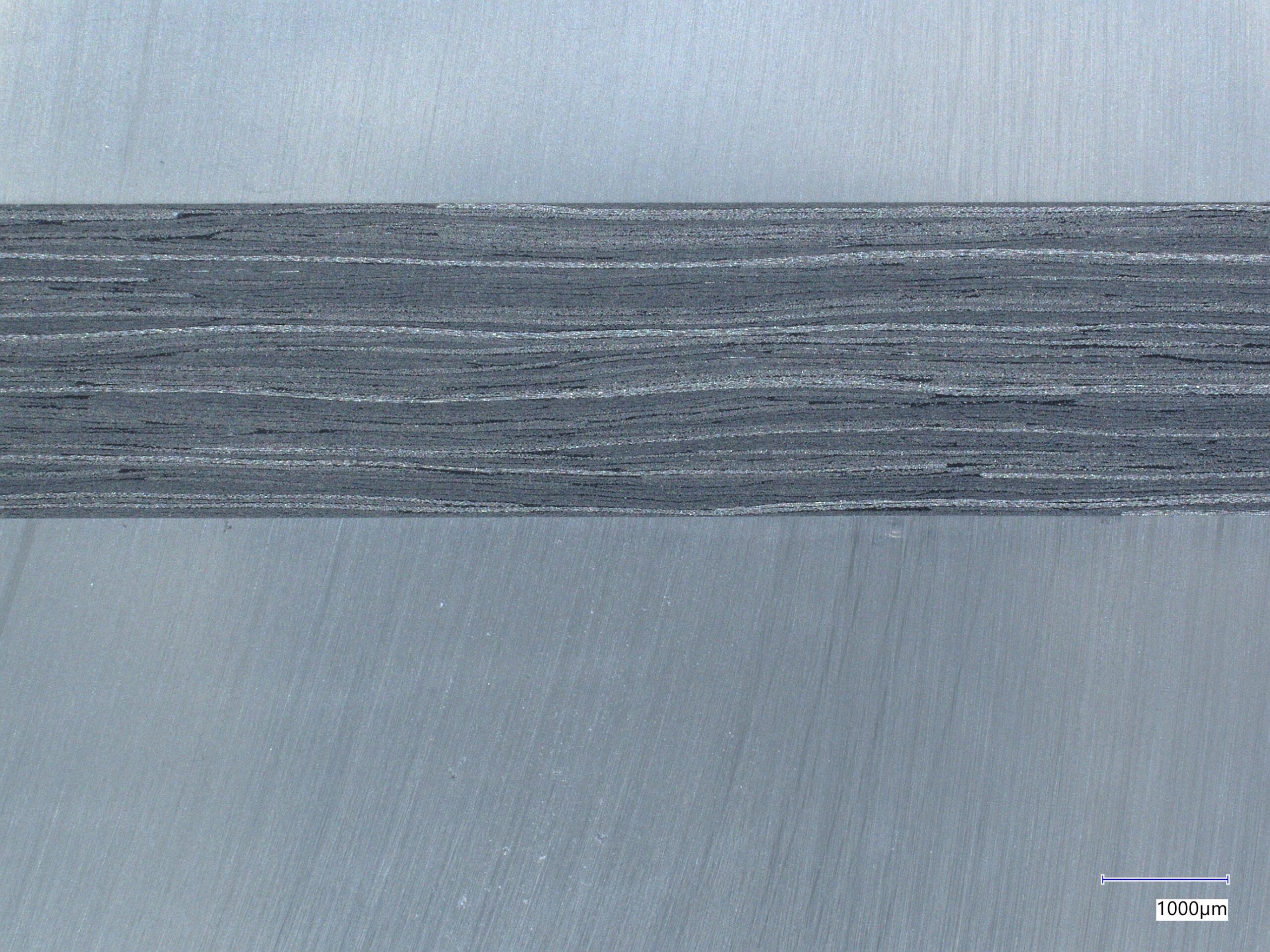
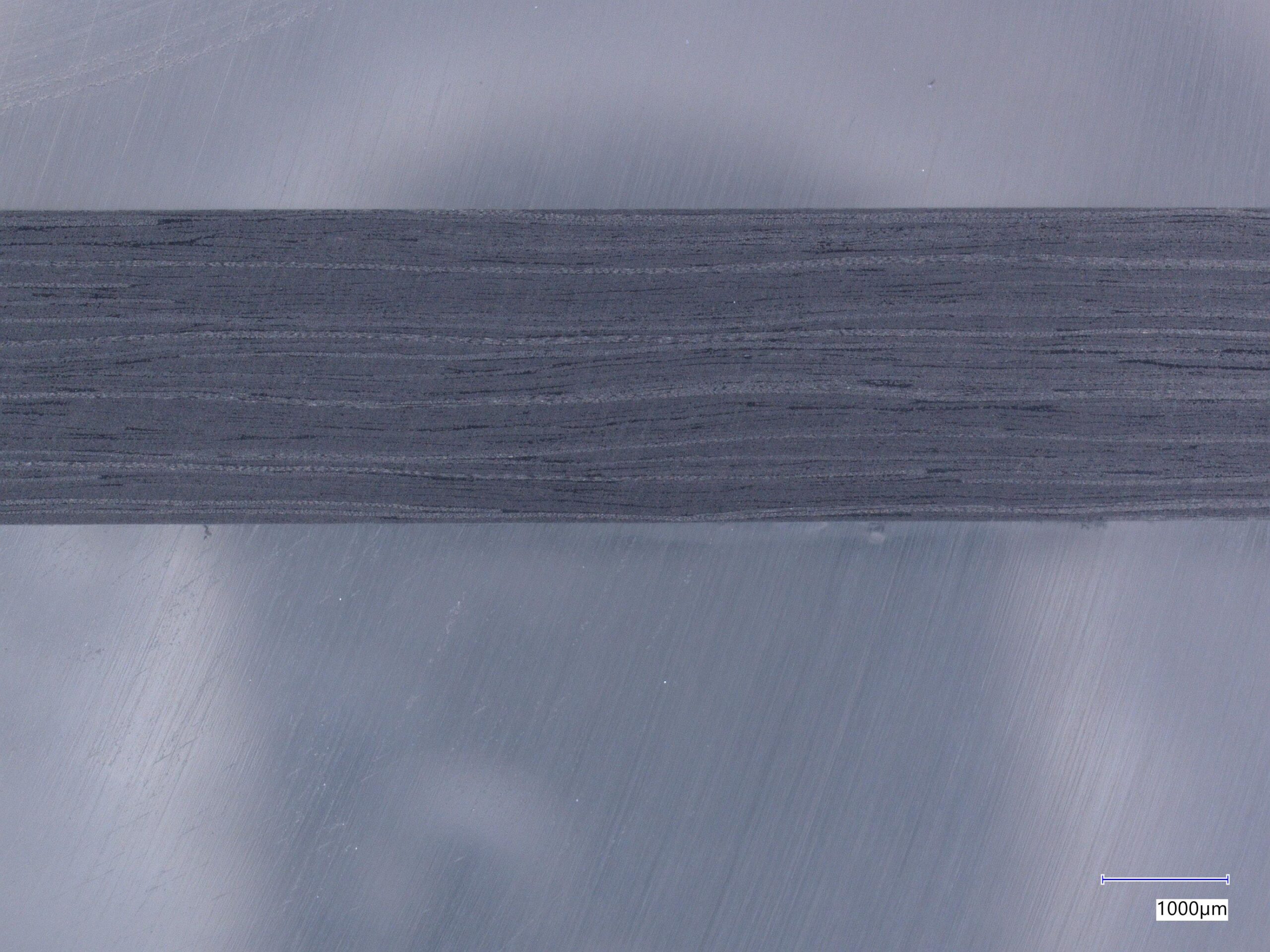
今回は炭素繊維強化樹脂を用いて、研磨時間の違いを検証しました。
検証概要
試料:炭素繊維強化樹脂(CFRP)
比較:包埋品 vs 包埋なし品
※面出し後から仕上げ完了までの時間を計測
試料のまま研磨

包埋品
包埋あり
目的:面出し
研磨紙:耐水#400
研磨水:水道水
研磨SPEED:150rpm
荷重:150g
研磨時間:6分
目的:研磨条痕の削減
研磨紙:耐水#1200
研磨水:水道水
研磨SPEED:100rpm
荷重:150g
研磨時間:3分
目的:研磨条痕の削減
研磨紙:耐水#2000
研磨水:水道水
研磨SPEED:100rpm
荷重:150g
研磨時間:6分
目的:研磨条痕の削減
研磨紙:耐水#2500
研磨水:水道水
研磨SPEED:100rpm
荷重:150g
研磨時間:24分
※試料全面が研磨できないため#2000に研磨紙を戻す
目的:研磨条痕の削減
研磨紙:耐水#2000
研磨水:水道水
研磨SPEED:150rpm
荷重:150g
研磨時間:21分

目的:研磨条痕の削減
研磨紙:耐水#2500
研磨水:水道水
研磨SPEED:150rpm
荷重:150g
研磨時間:3分
目的:研磨条痕の削減
研磨紙:ダイヤフィルム2μm
研磨水:水道水
研磨SPEED:150rpm
荷重:150g
研磨時間:6分
目的:仕上げ
研磨紙:ダイヤフィルム0.5μm
研磨水:水道水
研磨SPEED:100rpm
荷重:100g
研磨時間:3分
包埋なし

目的:面出し
研磨紙:耐水#400
研磨水:水道水
研磨SPEED:100rpm
荷重:100g
研磨時間:2分

目的:研磨条痕の削減
研磨紙:耐水#1200
研磨水:水道水
研磨SPEED:100rpm
荷重:100g
研磨時間:2分

目的:研磨条痕の削減
研磨紙:耐水#2000
研磨水:水道水
研磨SPEED:100rpm
荷重:100g
研磨時間:2分

目的:研磨条痕の削減
研磨紙:耐水#2500
研磨水:水道水
研磨SPEED:100rpm
荷重:100g
研磨時間:2分
目的:研磨条痕の削減
研磨紙:ダイヤフィルム2μm
研磨水:水道水
研磨SPEED:100rpm
荷重:100g
研磨時間:3分
目的:研磨条痕の削減
研磨紙:ダイヤフィルム0.5μm
研磨水:水道水
研磨SPEED:100rpm
荷重:100g
研磨時間:3分
結果
• 包埋品:72分
• 包埋なし品:14分
→約58分の差 が発生!
さらに包埋品では、以下のような追加的な負担も明らかになりました:
• 研磨面積が大きくなるため、消耗品の摩耗が早く、頻繁な交換が必要

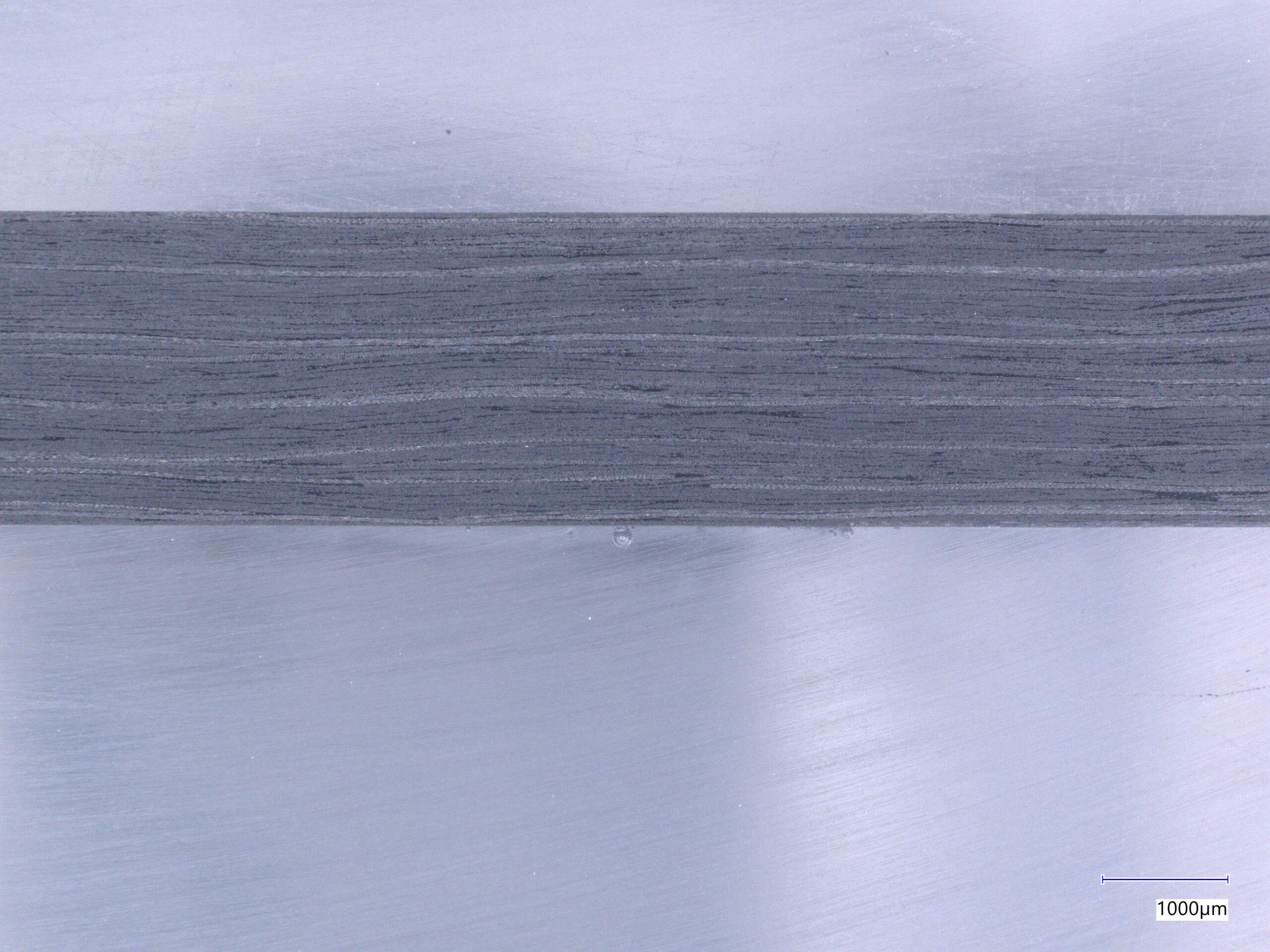
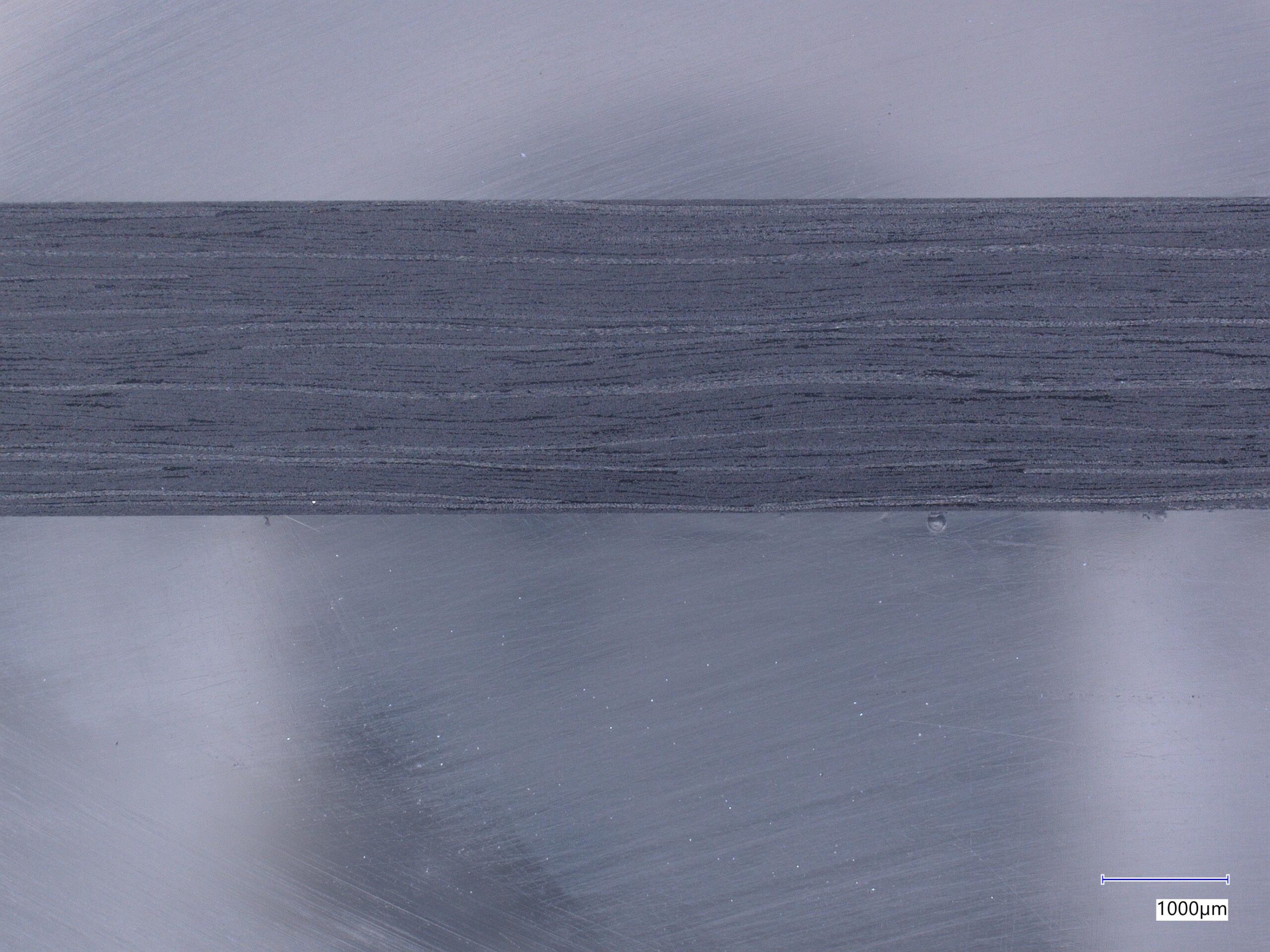
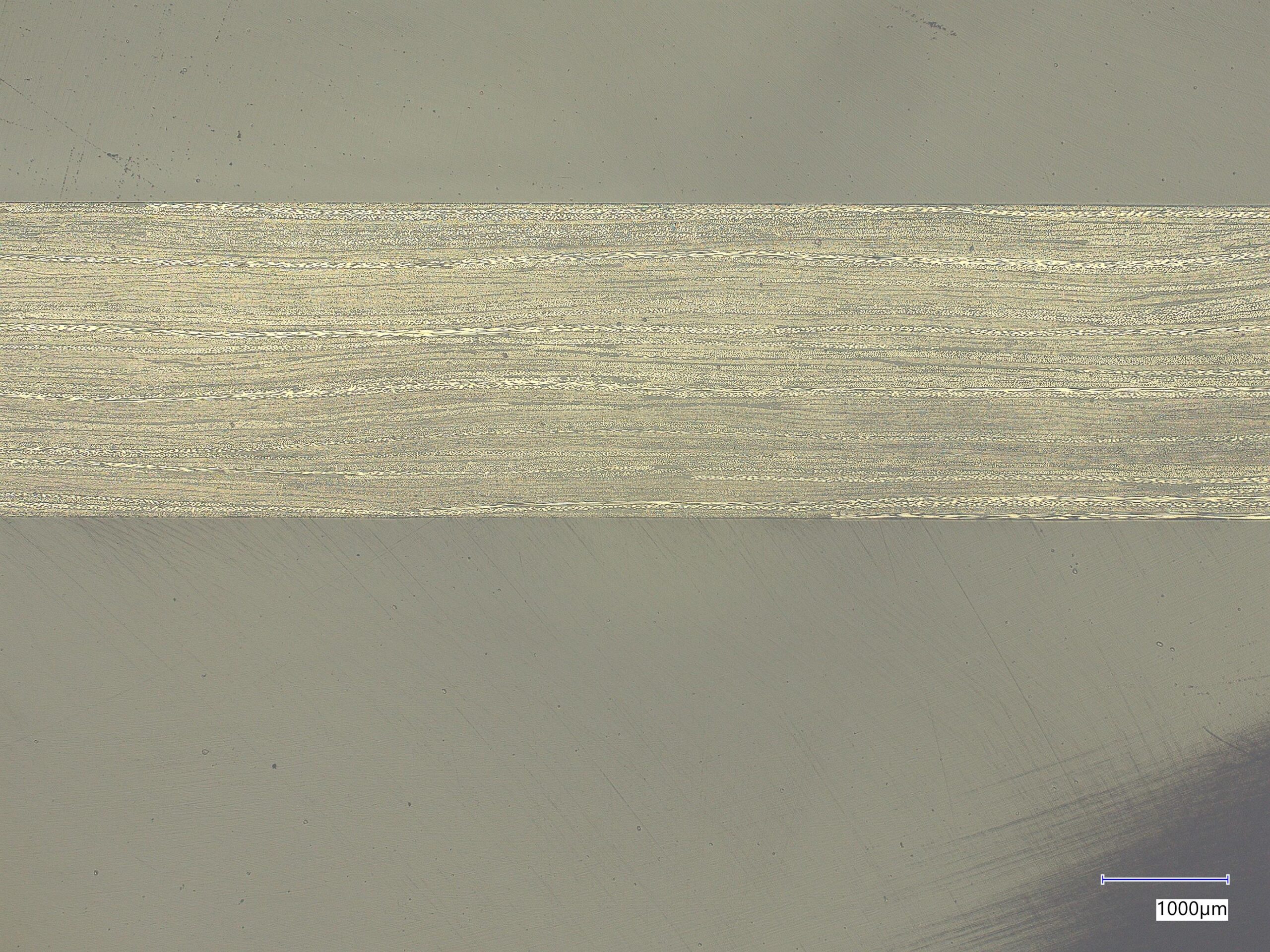
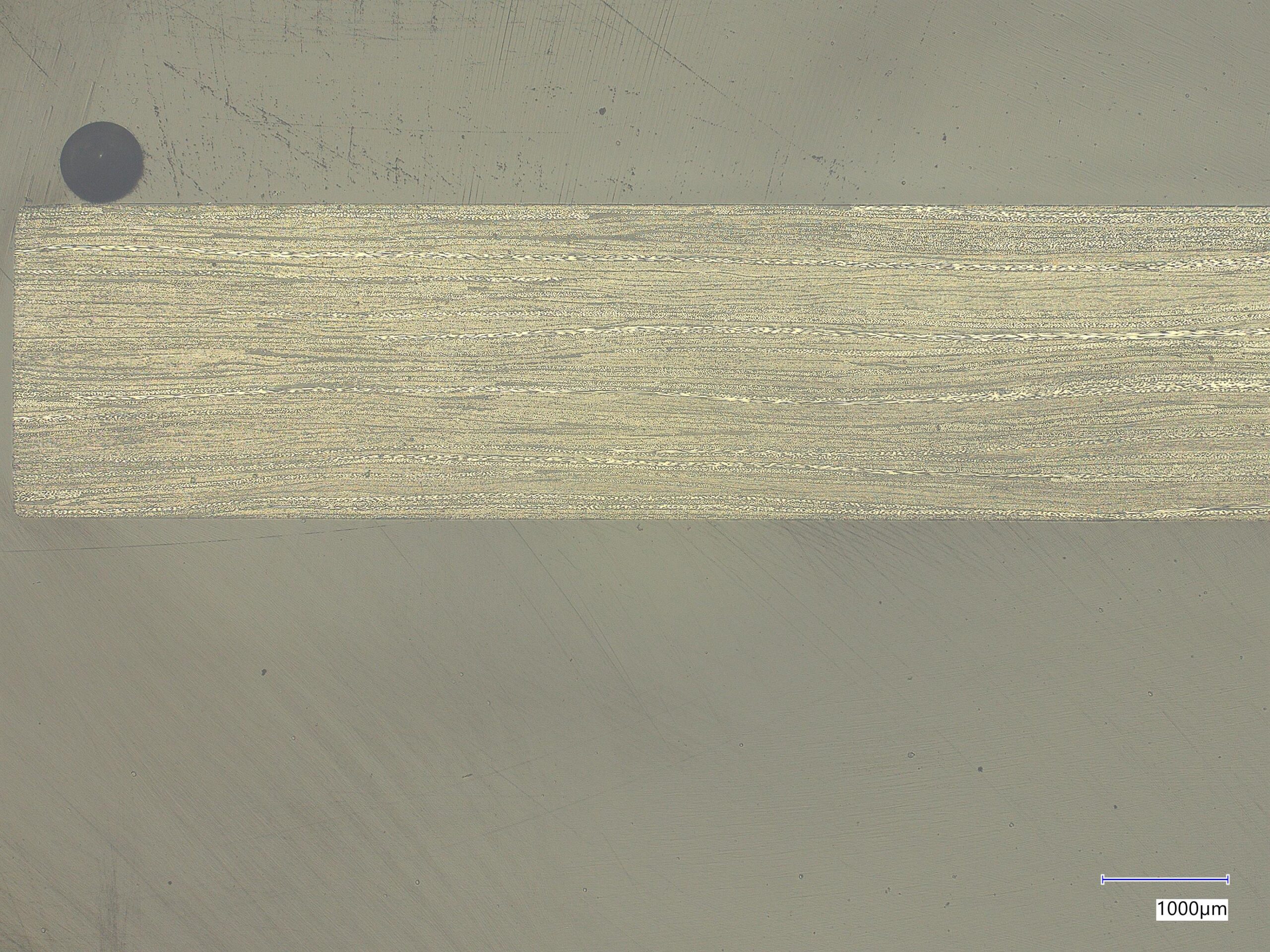
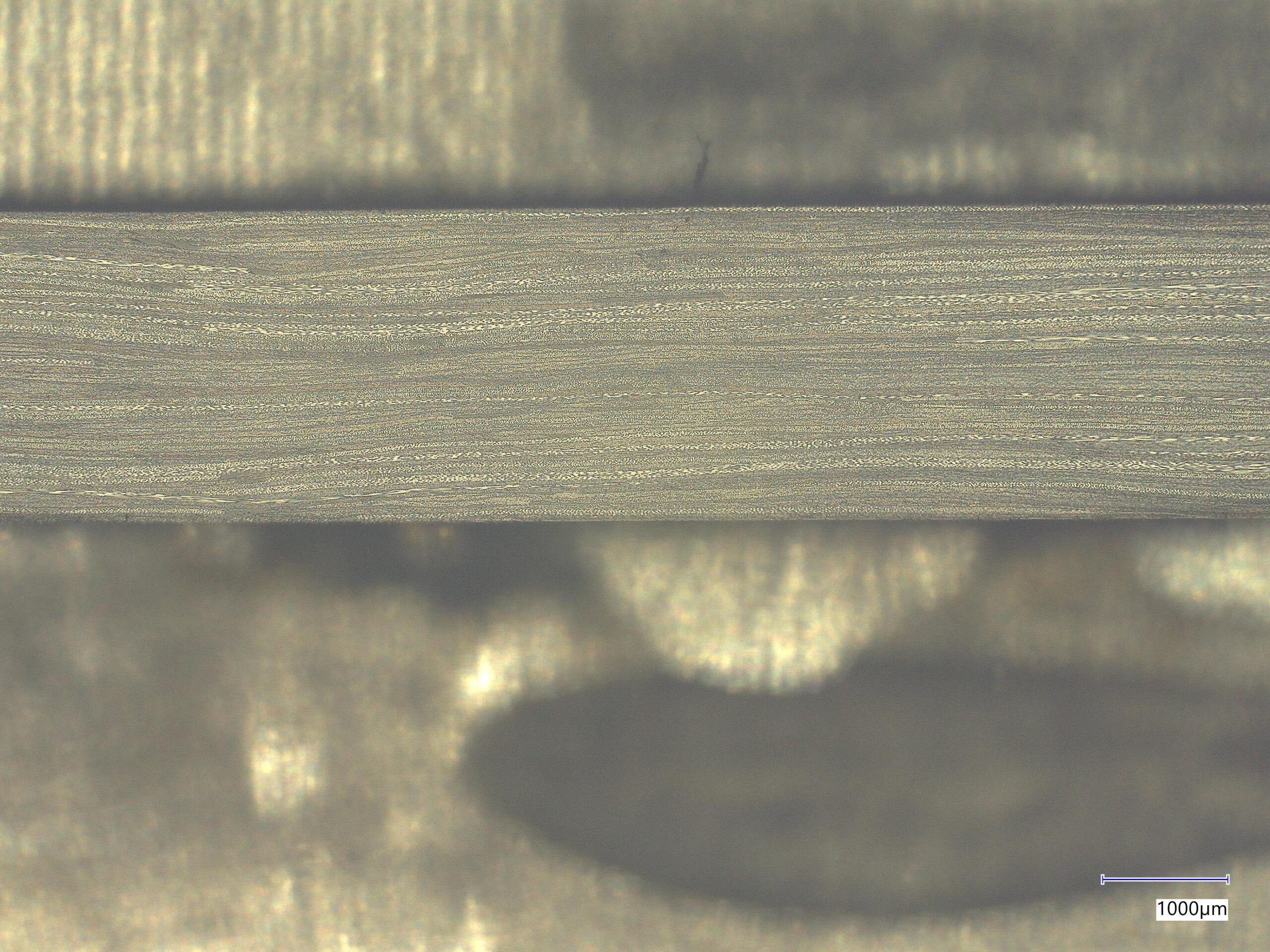
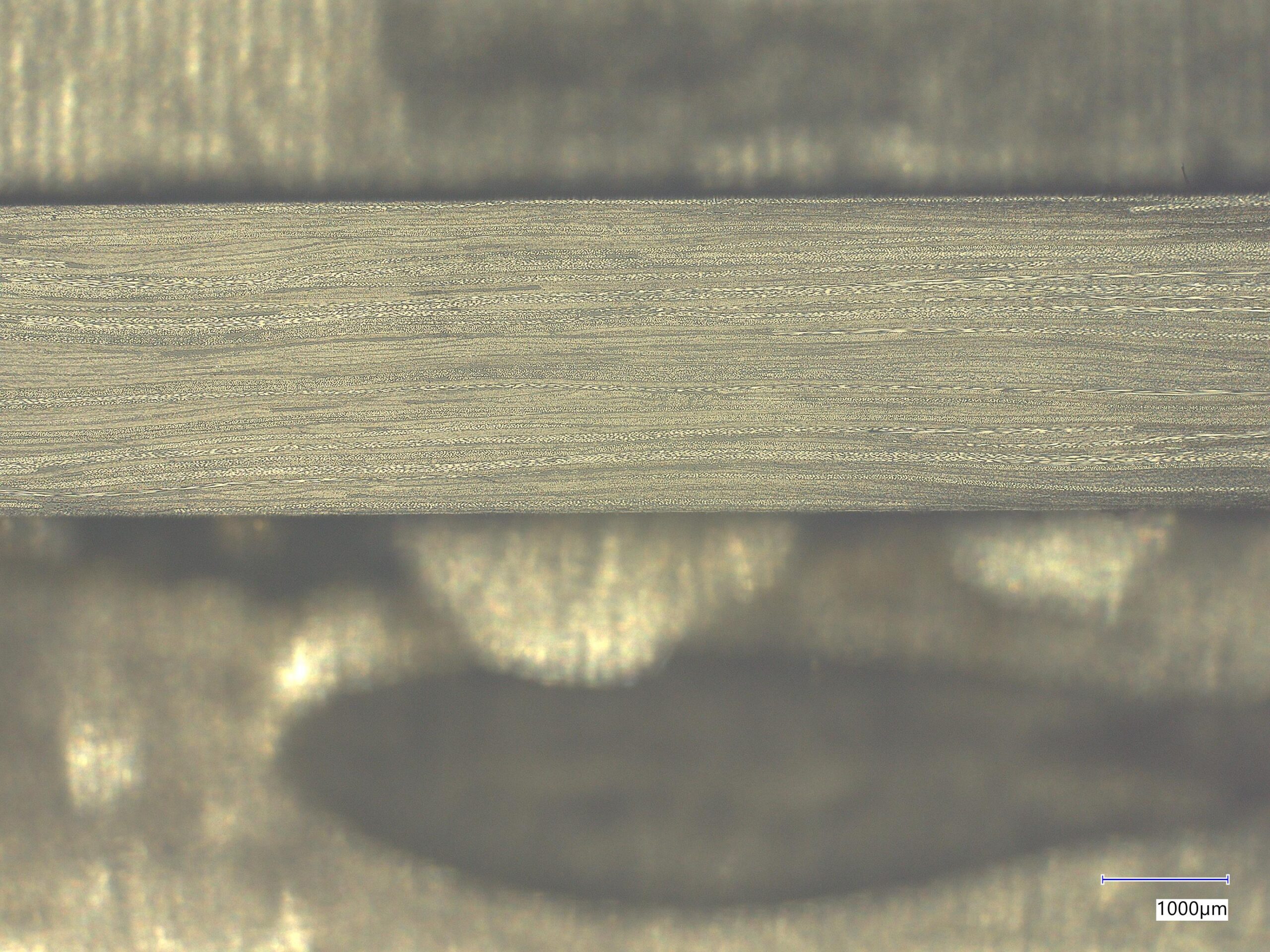
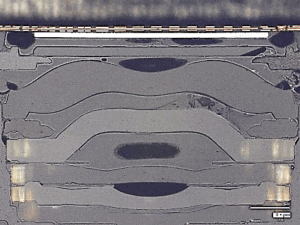
左:試料のまま研磨 右:包埋品
• 樹脂分を削る必要があるため、使用水量が多く、廃棄物量も増加

試料のまま研磨

包埋品
• 面出しや前処理(包埋処理)を含めると、さらに多くの時間と資源を消費
まとめ
今回の結果は以下のようになりました。
| 比較項目 | 包埋あり | 包埋なし | 差分 |
|---|---|---|---|
| 仕上げ時間 | 約72分 | 約14分 | 約58分短縮 |
| 消耗品交換頻度 | 多い | 少ない | 交換回数が減少 |
| 使用水量 | 多い | 少ない | 水使用量を削減 |
| 廃棄物の量 | 多い | 少ない | 廃棄物の発生を抑制 |
| 前処理手間 | 包埋作業が必要 | 不要 | 前処理工数を削減 |
IS-POLISHERは、包埋を前提としない「ホルダ固定方式」により、作業時間・消耗品・環境負荷の大幅削減を実現します。
研磨工程の効率化をお考えの方は、ぜひ一度ご相談ください。

コメントを投稿するにはログインしてください。